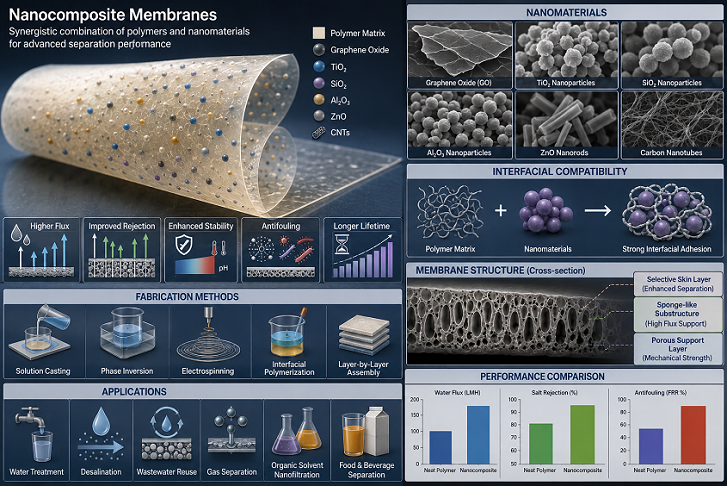
Nanocomposite Membranes by Aarvi Energy Filtrex & Environmental Solutions Pvt. Ltd. are advanced functional membrane materials developed by incorporating nanomaterials into polymeric or ceramic membrane matrices to enhance separation efficiency, permeability, selectivity, antifouling properties, thermal stability, and mechanical strength. These membranes are widely used in advanced water treatment, desalination, gas separation, biomedical applications, and environmental engineering research.
Nanocomposite membranes combine the advantages of conventional membrane materials with the superior properties of nanoparticles, nanofillers, and nanostructured additives to achieve high-performance filtration and separation characteristics for laboratory-scale, pilot-scale, and industrial applications.
Key Features:
Advanced nanocomposite membrane technology
Enhanced permeability and separation efficiency
Improved antifouling and antimicrobial properties
Excellent thermal and chemical stability
Superior mechanical strength and durability
High selectivity and filtration performance
Compatible with flat sheet and hollow fiber membrane fabrication
Suitable for advanced membrane separation applications
Customizable membrane composition and structure
Reliable performance in laboratory and industrial systems
Technical Specifications:
Product Type: Nanocomposite Membranes
Membrane Configuration:
Flat Sheet Membranes
Hollow Fiber Membranes
Base Materials:
PVDF
PES
PSf
PAN
PTFE
Ceramic Materials
Nanomaterial Additives:
Graphene Oxide (GO)
Carbon Nanotubes (CNTs)
TiO? Nanoparticles
ZnO Nanoparticles
Silica Nanoparticles
Metal Oxide Nanomaterials
Membrane Processes:
Ultrafiltration (UF)
Nanofiltration (NF)
Reverse Osmosis (RO)
Membrane Distillation (MD)
Gas Separation
Properties:
High Permeability
Enhanced Fouling Resistance
Improved Mechanical Stability
High Thermal Resistance
Applications:
Water and Wastewater Treatment Systems
Desalination and Water Purification
Gas Separation and Air Filtration
Biomedical and Pharmaceutical Applications
Antifouling Membrane Development
Environmental Engineering Research
Membrane Distillation Systems
Nanotechnology and Material Science Research
Industrial Separation Processes
Academic and Industrial R&D Projects
Advantages of Nanocomposite Membranes:
Superior membrane separation performance
Enhanced fouling resistance and membrane lifespan
Improved permeability and selectivity
Suitable for advanced water treatment applications
Supports high-performance industrial filtration systems
Enables development of next-generation membrane technologies
Ideal for universities, research institutes, and industrial laboratories

